Принцип индукционного нагрева
В основе работы индукционной печи лежит трансформаторный принцип обмена энергией. Индуктор изготавливается из медной трубки, которая затем закручивается в многовитковую катушку. К первичной цепи индуктора подводится переменный ток, что приводит к формированию вокруг него переменного магнитного поля. Под воздействием магнитного поля в теле, размещенном внутри индуктора, возникает электрическое поле, что впоследствии приводит к процессу нагрева. Мощность, а соответственно, и тепло, выделяемое индукционной тигельной плавильной печью, напрямую зависят от частоты переменного магнитного поля. Следовательно, для эффективной эксплуатации печь нуждается в токах высокой частоты.
Применение индукционных печей
Индукционный нагрев может использоваться для работы с любым материалом: металл, шлак, газ и т. д. Главное преимущество его применения — бесконтактная передача тепла. Также индукционный нагрев позволяет достичь практически любых скоростей нагрева — все зависит от мощности генератора, питающего печь. Тепловые потери при таком нагреве минимальны. Максимальная температура, до которой можно разогреть предмет в печи, ограничивается только стойкостью огнеупорного материала. Процесс бесконтактной передачи тепла к нагреваемому материалу дает возможность производить нагрев в вакуумной среде.
Согласно отзывам металлургов, сфера применения индукционных печей несколько ограничена в связи с имеющимися недостатками. К минусам тигельной печи относятся:
- высокая цена на электрооборудование;
- холодные шлаки, осложняющие рафинировочный процесс;
- пониженная устойчивость футеровки во время температурных скачков между плавками.
Немного о плавке
В глубоком вакууме переплавляемый металл высокой чистоты можно нагреть точно до температуры плавления или чуть выше, и выдержать при ней некоторое время, чтобы расплавились крошечные, буквально в несколько атомов, остатки кристаллитов. Затем металлу возможно дать остыть чуть ниже температуры плавления – он останется жидким, как перенасыщенный раствор без кристаллика-затравки. Если теперь металл вылить, также в вакууме, в форму из химически абсолютно инертного материала, в которую помещен затравочный кристаллик того же металла, то, соблюдая все тонкости данной технологии, получим монокристаллическую отливку, обладающую уникальными свойствами.
В любительских условиях вакуумная плавка, увы, неосуществима. Чтобы правильно самому изготовить тигель для плавки металла, нужно учесть ряд особенностей плавки в не инертной химически газовой среде. Переплавляемый металл, во-первых, взаимодействует с воздухом, отчего часть его теряется на образование окисла, что особенно важно при переплавке лома драгметаллов: при своей температуре плавления (1060 градусов Цельсия) даже золото заметно окисляется. Чтобы до некоторой степени компенсировать окисление, тигель должен создавать для расплава восстановительную среду или быть химически инертным, если металл плавится чистым открытым пламенем, см. далее.
Во-вторых, чтобы металл в тигле не застыл, пока его донесут до литейной формы, чтобы остатки исходных кристаллитов не испортили отливку, и расплав приобрел достаточную текучесть, металл в тигле перегревают. Напр., температура плавления цинка – 440 градусов, а его же литейная – 600. Алюминия, соотв., 660 и 800. Поскольку перегрев металла после расплавления требует некоторого времени, заодно происходит и дегазация расплава, это в-третьих.
Восстановление
В металлургии в качестве восстановителей используют преимущественно атомарный углерод C, моноксид углерода CO (угарный газ) и водород H. Последний чаще всего случайный гость, т.к. для данной цели слишком активен и поглощается металлами, не образуя с ними химических соединений, в больших количествах, что портит литейный материал. Напр., твердая платина при комнатной температуре способна поглотить до 800 объемов водорода. Платиновая болванка в водородной атмосфере буквально на глазах вспухает, трескается и распадается на куски. Если их вынуть их водородной камеры и нагреть, водород выделится обратно.
Примечание: сходным образом, но в меньших количествах, металлы поглощают/выделяют и другие газы, напр. азот. Именно поэтому требуется дегазация расплава, см. также ниже.
Заметную долю водородное восстановление имеет место при нагреве открытым пламенем газовой горелки, при его контакте с менее нагретой поверхностью. До порчи металла дело не доходит – поглощенный водород далее в процессе плавки выделяется и сгорает. Но, если к газопоглощению склонен и материал тигля, он во время плавки может треснуть и лопнуть, это нужно обязательно иметь в виду.
Восстановление CO заметно, если металл в тигле плавится открытым пламенем жидкостной (бензиновой, керосиновой, дизельной) горелки, по тем же причинам. Жидкое топливо сгорает много медленнее газа, и зона его догорания тянется на несколько см от сопла горелки. Восстановление угарным газом – самое, с точки зрения металла, чистое: оно не портит металл и не дает побочных продуктов при сильном избытке восстановителя. Поэтому восстановление CO широко используется в металлургии при выплавке металла из руды, но как сделать тигельную печь (см. далее), в которой компенсация окисления полностью обеспечивалась бы CO, пока никто не придумал.
Атомарный углерод восстановитель достаточно энергичный для того, чтобы компенсировать окисление. Создать с помощью C восстановительную среду в тигле также несложно: достаточно ввести свободный углерод в той или иной аллотропической модификации в состав его материала или весь тигель выполнить из жаростойкого и механически достаточно прочного аллотропа C; таковым является графит. При восстановлении C существует опасность науглероживания расплава, но графит выделяет при нагреве совсем немного атомарного углерода. Если греть металл в графитовом тигле газовым пламенем, то избыточный C тут же найдет себе более «вкусный» для него H и опасность науглероживания сведется к нулю. А для прочих способов нагрева (см. далее) можно подобрать размеры, конфигурацию тигля и присадку графита к его материалу так, что лишнего C просто не будет при любом мыслимом режиме плавки. Это очень ценное свойство графита, тоже имейте в виду.
Примечание: коэффициент температурного расширения графита ТКР отрицательный, что существенно компенсирует термическое расширение тигля, повышает его стойкость и увеличивает ресурс. Тоже ценное качество.
Выдержка
Итак, почему расплав в тигле нужно перегревать и выдерживать, понятно. Хотя литье из металла совсем другая тема, здесь все же нужно упомянуть, что время выдержки расплава следует соблюдать достаточно точно. Химически чистые металлы на практике почти не применяются, напр. золото 9999 очень быстро истирается; исключение электротехническая медь и цинк для оцинкови, они чем чище, тем лучше. Чаще всего используют т. наз. эвтектические сплавы; напр. сталь это эвтектика железа с углеродом, а дюраль – сложная эвтектика из нескольких компонент. Если дать расплаву перестояться, структура эвтектики в отливке изменится и готовое изделие выйдет порченым. Особенно критично время выдержки для бронзы и латуни: лить их нужно немедленно, как только игра расплава в тигле видимо изменится, станет спокойнее. Помните, как инженер Телегин в «Хождении по мукам» А. Н. Толстого беспокоился, как бы бронза не перестоялась?
Читать также: Адаптер для светодиодной ленты 220в
Применительно к изготовлению самодельного тигля дегазация расплава при выдержке значима тем, что в это время он (тигель) испытывает значительные динамические нагрузки от пузырьков выделяющихся газов и/или игры самого расплава. Т.е., сделать тигель выдерживающим большое количество термических деформаций и, если требуется восстановительным, мало. Его материал должен быть и достаточно вязким, чтобы выдерживать ударные волны от лопающихся пузырьков и толчки от струй расплава. Именно этим обстоятельством объясняется низкая стойкость и надежность самодельных графитовых тиглей, (см. далее).
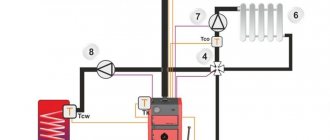
Схема тигельной индукционной печи
Индукционная тигельная печь имеет следующую конструкцию.
Главным элементом печи выступает тигель (7), накрытый крышкой (1). Тигель располагается внутри нагревательного индуктора (3), изготовленного в форме многовитковой катушки. Катушка представляет собой медную трубку, внутри которой, с целью охлаждения, постоянно циркулирует вода. Магнитный поток от индуктора проходит по магнитопроводам (4), которые изготовлены из специальной трансформаторной стали. Поворотный узел (2) предусмотрен для наклона печи во время разлива расплавленной жидкости. Печь установлена на меллоконструкции (5). Охлаждение производится с помощью шлангов водяного охлаждения (6). Для обслуживания печи используется вспомогательная площадка (8).
Также схема тигельной печи включает в себя трансформатор, конденсаторы, блок управления и систему откачки газов. Питание тигельной электрической печи производится токами с частотой 50 Гц.
Общая характеристика индукционных тигельных печей.[править]
Индукционный нагрев
— нагрев тел в электромагнитном поле за счет теплового действия электрического тока, протекающего по нагреваемому телу и возбуждаемого в нем благодаря явлению электромагнитной индукции. При этом ток в нагреваемом изделии называют индуцированным или наведенным током. Индуцированными установками называют электротермические устройства, предназначенные для индукционного нагрева тел или плавки тех или иных материалов. Индукционная печь — часть индукционной установки, включающая в себя индуктор, каркас, камеру для нагрева или плавки, вакуумную систему, механизмы наклона печи или перемещения нагреваемых изделий в пространстве и др. Индукционная тигельная печь (ИТП), которую иначе называют индукционной печью без сердечника, представляет собой плавильный тигель, обычно цилиндрической формы, выполненный из огнеупорного материала и помещенный в полость индуктора, подключенного к источнику переменного тока. Металлическая шихта загружается в тигель, и, поглощая электромагнитную энергию, плавится.
Достоинства
тигельных плавильных печей: 1. Выделение энергии непосредственно в загрузке, без промежуточных нагревательных элементов; 2. Интенсивная электродинамическая циркуляция расплава в тигле, обеспечивающая быстрое плавление мелкой шихты, отходов, выравнивание температуры по объему ванны и отсутствие местных перегревов, гарантирующая получение многокомпонентных сплавов, однородных по химическому составу; 3. Принципиальная возможность создания в печи любой атмосферы (окислительной, восстановительной или нейтральной) при любом давлении; 4. Высокая производительность, достигаемая благодаря высоким значениям удельной мощности, особенно на средних частотах; 5. Возможность полного слива металла из тигля и относительно малая масса футеровки печи, что создает условия для снижения тепловой инерции печи благодаря уменьшению тепла, аккумулируемого футеровкой. Печи этого типа удобны для периодической работы с перерывами между плавками и обеспечивают возможность быстрого перехода с одной марки сплава на другую; 6. Простота и удобство обслуживания печи, управления и регулировки процесса плавки, широкие возможности для механизации и автоматизации процесса; 7. Высокая гигиеничность процесса плавка и малое загрязнение воздуха. К
недостаткам
тигельных печей относятся относительно низкая температура шлаков, наводимых на зеркало расплава с целью его технологической обработки. Шлак в ИТП разогревается от металла, поэтому его температура всегда ниже, а так же сравнительно низкая стойкость футеровки при высоких температурах расплава и наличие теплосмен (резких колебаний температуры футеровки при полном сливе металла). Однако преимущества ИТП перед другими плавильными агрегатами значительны, и они нашли широкое применение в самых разных отраслях промышленности. В зависимости от того, идет ли процесс плавки на воздухе или в защитной атмосфере, различают печи:
- открытые (плавка на воздухе),
- вакуумные (плавка в вакууме),
- компрессорные (плавка под избыточным давлением).
По организации процесса во времени:
- периодического действия
- полунепрерывного действия
- непрерывного действия
По конструкции плавильного тигля:
- с керамическим (футерованным) тиглем,
- с проводящим металлическим тиглем,
- с проводящим графитовым тиглем,
- с холодным (водоохлаждаемым) металлическим тиглем.
Особенности внутренних элементов конструкции
Чаще всего индуктор выполняется из трубки круглого сечения. Но бывают ситуации, в которых круглая медная трубка не применима. В определенных случаях для конструирования индукционной тигельной печи используют профилированные элементы, благодаря которым уменьшается магнитный поток рассеивания. Трубки индуктора изолируют между собой стеклотканью, пропитанной специальным лаком. Защищенные витки сжимаются блоками, изготовленными из диэлектрического материала. Индуктор и тигель, размещенный внутри катушки, устанавливается на поддон, изготовленный из огнеупорных кирпичей или жаропрочного бетона. В промышленных условиях процесс изготовления тигля происходит прямо в печи. При этом индуктор в собранном состоянии устанавливают на поддон и изолируют асбестом. После этого поддон засыпается огнеупорным порошком, который уплотняется с помощью пневматической установки. Зазор между установленным на днище шаблоном и индуктором заполняется порошками из огнеупорных материалов.
Футеровку зоны над индуктором обеспечивает огнеупорный кирпич. Воротник и сливной желоб также футеруют жаропрочным кирпичом. Работа индукционной тигельной печи происходит в тяжелейших условиях, поэтому к качеству используемых жаропрочных материалов предъявляются повышенные требования. На долговечность футеровки влияет состав огнеупорной массы, режим работы и применяемая частота электрического тока. Как правило, тигель выдерживает до 100 плавок, а затем выходит из строя.
Футеровка индукционной тигельной печи.[править]
Футеровка тигельной печи состоит из плавильного тигля со сливным носком, так называемым «воротником», подины, крышки и слоя тепловой изоляции. Плавильный тигель является одним из самых ответственных узлов печи, в значительной степени определяющим её эксплуатационную надежность. Поэтому к тиглю и к используемым футеровочным материалам предъявляются следующие требования:
- огнеупорные материалы должны обладать высокой теплостойкостью и огнеупорностью, а так же химической стойкостью по отношению к расплавленному металлу и шлаку при рабочих температурах;
- материал тигля должен сохранять изоляционные свойства (то есть иметь минимальную электропроводность) во всем диапазоне температур (1600..1700°С) для черных металлов);
- тигель должен иметь минимальную толщину стенки для получения высокого значения электрического коэффициента полезного действия;
- тигель должен быть механически прочным в условиях воздействия высоких температур, большого металлостатического воздействия, значительных механических усилий, возникающих при наклонах печи, ударных нагрузках, возникающих при загрузке и осаждении шихты и чистке тигля;
- материал тигля должен иметь малый коэффициент линейного (объемного) расширения для исключения возникновения трещин в тигле в условиях высокого значения градиента температур в стенке (до 3·104 °С/м) и для снижения термических напряжений в тигле;
- технология конструкции и изготовления футеровки и тепловой изоляции печи должны обеспечивать условия для осуществления в течение всей кампании печи неспекшегося (буферного) наружного слоя, прилегающего к индуктору, и исключающего образование сквозных трещин и проникновение расплава к виткам индуктора.
В настоящее время в практике изготовления ИТП используют следующие методы: 1. Набивку по шаблону непосредственно в печи, когда сваренный из листовой стали шаблон по форме внутренней поверхности тигля устанавливают на подине точно на оси печи, порошкообразные огнеупорные массы засыпают в зазор между индуктором и шаблоном, и послойно трамбуют пневматической или электрической трамбовкой. 2. Изготовление футеровки внепечным методом: тигли прессуют, трамбуют или формуют в специальных разборных прессформах, затем тигли устанавливают в индуктор печи и засыпают боковое пространство порошкообразным огнеупорным материалом, что предупреждает прорыв жидкого металла к индуктору через сквозные трещины, которые могут образоваться в предварительно обожженных тиглях. Смену футеровки при таком методе можно осуществить быстрее, что сокращает время простоя печи. 3. Выполнение футеровки из фасонных огнеупорных изделий. Толщина изделий (кольца, блоки, секционные шпунтовые изделия, стандартные кирпичи клиновидной формы) должна быть такой, чтобы при кладке не образовалось пространство (кольцевой зазор) размером 25 — 30 мм между наружной стенкой кладки и витками индуктора для создания буферного слоя из порошкообразных материалов. 4. Прослойную наварку футеровки путем торкретирования или плазменным напылением контактных рабочих слоев на изготовленную любым методом футеровку. Метод напыления позволяет выполнить химически чистую и высокоогнеупорную контактную поверхность футеровки, в соответствии с требованиями в выплавляемым сплавам. Для ИТП применяют кислую, основную и нейтральную футеровку, состав которых очень разнообразен. Это позволяет для данного технологического процесса плавки подобрать соответствующие футеровочные материалы, рецептуру огнеупорных масс и технологию изготовления в соответствии с ранее перечисленными требованиями. Кислую футеровку изготовляют из кремнезёмистых огнеупорных материалов (кварцевого песка, кварцита, молотого динасового кирпича) с содержанием окиси кремния не менее 93 — 98 %. В качестве связующего (упрочняющего) материала применяют сульфитно-целлюлозный экстракт, а в качестве минерализатора добавляют 1 — 1,5 % раствор борной кислоты. Зерновой состав огнеупорной массы: 5 % зёрен 3 — 2 мм, 50 % зёрен 2 — 0,5 мм, 45 % зёрен < 0,5 мм. Кислая футеровка выдерживает 80 – 100 плавок. Основную футеровку изготовляют из магнезитовых огнеупоров в предварительно спечённом или сплавленном состоянии, то есть обладающих наибольшим постоянством объёма. Для уменьшения усадки при высоких температурах (1500—1600 °C) и обеспечения некоторого роста при средних (1150—1400 °C), что предотвращает образование усадочных трещин, применяют такие минерализаторы, как храновая руда, кварцевых песок или кварциты. В качестве связующих используют глину (до 3 % от массы магнезита) с увлажнением её водным раствором жидкого стекла или патоки (до 12 %). Лучшей огнеупорной массой по зерновому составу считают: 50 % зёрен 6 — 0,5 мм, 15 % зёрен 0,5 — 0,18 мм, 35 % зёрен < 0,18 мм. Данные о продолжительности службы основной футеровки крайне противоречивые и колеблются для тиглей разной ёмкости. Следует отметить, что стойкость основной футеровки ниже стойкости кислой, причём существует ещё и недостаток: образование трещин. Нейтральная футеровка характеризуется большим содержанием амфотерных окислов (Al2O3, ZnO2, Cr2O3). Она во многих случаях обладает более высокими огнеупорными характеристиками, чем кислая или основная, и даёт возможность выплавлять в ИТП жаропрочные сплавы и тугоплавкие металлы. В настоящее время нейтральную футеровку изготовляют из магнезитохромитовых огнеупоров, электрокорунда, двуокиси циркония и циркона (ортосиликат циркония ZrSiO4). Возможно также изготовление тиглей нейтрального состава из некоторых тугоплавких соединений (нитридов, карбидов, силицидов, боридов, сульфидов), которые могут быть перспективными для плавки небольших количеств химически чистых тугоплавких металлов в вакууме и в восстановительных или нейтральных средах. Плавку в тиглях большой ёмкости, которая бы оправдала применение таких дорогостоящих футеровочных материалов, пока не применяют.
Крышка печи, служащая для уменьшения тепловых потерь излучением, выполняется из конструкционной стали и футеруется изнутри. Открывание крышки осуществляется вручную или с помощью системы рычагов (на малых печах), либо с помощью специального привода (гидро – или электромеханического).
Подина печи, служащая основанием, на которое устанавливают тигель, обычно выполняется из шамотных кирпичей или блоков (для больших печей) или из асбоцементных плит, уложенных одна на другую (для малых печей небольшой ёмкости).
Конструкция наружных элементов
Каркас плавильной тигельной печи представляет собой базу, к которой крепятся все ее элементы. На крупных промышленных устройствах каркас имеет вид сплошного кожуха. Все детали каркаса должны иметь высокую прочность, в связи с влиянием на них электромагнитного поля индуктора. Оболочка при определенных условиях может нагреваться так же, как и материал в печи. Чтобы уменьшить нагрев, каркас рационально изготавливать из неэлектропроводных материалов. Однако, поскольку диэлектрические материалы имеют высокую цену, материалом для каркаса обычно служит сталь. Стальная конструкция разбивается на несколько элементов, которые, в свою очередь, изолируются друг от друга. Для снижения электромагнитного поля вблизи каркаса используются экраны. Защитный экран устанавливается между индуктором и корпусом печи. Экран имеет форму цилиндра и выполняется из алюминия или меди.
Поворотный узел — важный элемент конструкции. Главное требование к механизму поворота — обеспечение наклона для полного слива металла. Механизмы поворота могут использоваться разные. В печах небольшого объема используется ручная или электрическая лебедка. Промышленные печи наклоняют с помощью кран-балки. Печи большого объема могут оборудоваться гидравлическим приводом наклона.
Крышка, которой накрывается тигельная печь для плавки, служит для поддержания температуры внутри агрегата на более высоком уровне. Однако учитывая, что накрывать печь можно только после полного расплавления шихты, применение крышки не является обязательным.
Каркас индукционной тигельной печи.[править]
Каркас (кожух) печи служит конструктивной основой для крепления всех основных элементов печи. При этом к нему предъявляются два основных требования: обеспечение максимальной жёсткости всей конструкции печи в целом и минимальное поглощение мощности элементами каркаса, так как они находятся в магнитном поле рассеяния индуктора. В настоящее время в тигельных печах применяют следующие основные схемы каркаса: 1. Каркас, имеющий форму прямоугольного параллелепипеда, рёбра которого выполнены из немагнитного материала (например, из дюралюминиевого уголка или немагнитной стали), а грани закрыты асбоцементным листом. С такими каркасами изготавливают печи малой ёмкости (менее 0,5 т) и лабораторные печи. С целью уменьшения нагрева металлических уголков каркаса, отдельные его металлические элементы изолируют друг от друга изоляционными прокладками для исключения в раме каркаса кольцевых токов. Индуктор в таком каркасе обычно прикрепляют к нижней и верхней асбоцементным плитам. 2. Металлический каркас обычно цилиндрической формы, выполненный в виде сплошной обмотки из толстого стального листа с вырезами («окнами») для доступа к индуктору или в виде «беличьей клетки», образованной вертикальными металлическими стойками, приваренными к верхнему и нижнему опорным стойкам. Между стойками имеется доступ к индуктору. Такие каркасы применяются в основном в печах средней и большой емкости.
Изготовление печи своими руками
Индукционные печи нашли широкое применение не только в промышленности, но и в быту. Можно найти схемы большого количества самодельных устройств, однако часть из них в лучшем случае просто не заработает, а в худшем — нанесет вред здоровью своего создателя. О таких последствиях предостерегают многие любители. В повседневной жизни метод индукционного нагрева применяется в таких устройствах:
- канальная печь для плавки металла;
- тигельная индукционная печь — наиболее простая в конструировании, и в связи с этим наиболее популярная среди энтузиастов, судя по отзывам;
- водонагревательный котел, работа которого основана на методе индукции;
- индукционные варочные поверхности, составляющие конкуренцию популярным газовым плитам.
Канальная печь
Данный тип печей применяется для получения чугуна высокого качества, а также при плавке дюраля и цветных спецсплавов. Канальная печь мощностью до 3 кВт изготавливается самостоятельно из сварочного трансформатора, частота которого соответствует промышленной. Такая печь позволяет расплавить болванку бронзы или меди весом до полукилограмма. Канальная печь также позволяет переплавлять дюраль, только обязательно нужно учитывать, что за плавкой должен следовать процесс «состаривания». Время этого процесса может составлять до 2 недель и зависит от состава сплава.
Для изготовления печи первичную обмотку сварочного трансформатора оставляют без изменений, а на место вторичной обмотки помещают тигель кольцевого типа. Лучшим материалом для тигля небольшой канальной печи является электрофарфор. Другие варианты не подойдут из-за низкой прочности и диэлектрических потерь. По отзывам металлургов-любителей, проблема состоит в том, что обработать электрофарфор самостоятельно не представляется возможным, а найти подходящий элемент в продаже очень маловероятно. Именно из-за дефицитного тигля, канальная печь у энтузиастов широкого применения не нашла, хотя данный тип печи и обладает КПД более 90 %.
Тигельная индукционная печь
Изготовленная своими руками тигельная печь используется прежде всего при очистке ценных металлов. К примеру, имея в наличии радиоразъем, изготовленный в Советском Союзе, можно добыть из его контактов определенное количество золота. Используя внешний нагрев, такого результата добиться невозможно.
Кроме золотодобычи, такая печь часто используется с целью равномерного нагрева металла, что требуется для качественной закалки. Меняя положение детали в индукторе и корректируя его мощность, можно добиться заданной температуры на конкретном участке металла. Важно, что использование такой печи будет достаточно бюджетным, ведь практически все энергия направлена на процесс нагрева детали.
Способы нагрева
Если требуется переплавить за раз более 150-200 г металла, то к тиглю понадобится соорудить и тигельную печь, иначе добиться однородности расплава и высокого качества отливки будет очень трудно. Исключение – легкоплавкий и легко восстанавливающийся свинец: его за один раз в домашних условиях можно переплавить до 20-30 кг. Относительное исключение – цинк для горячей оцинковки, его расплава в тигле без печи может быть до 2-2,5 кг, но поверх него обязательно нужно сыпать буру, чтобы зеркало расплава было полностью покрыто ее кипящим слоем. Стальной крепеж бросают в расплав сквозь слой буры.
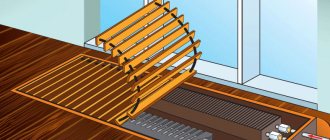
Оптимальный во всех отношениях способ нагрева тигля в печи – газом, поз. 1 на рис., но газовая тигельная печь достаточно сложное сооружение, хотя и вполне может быть изготовлена самостоятельно. Наиболее подходящий тигель для газовой печи – керамический графитированный, т.к. его материал обладает довольно высокой теплопроводностью. При особо высоких требованиях к чистоте металла лучше использовать керамический нейтральный тигель. При пониженных для легкоплавких металлов – чугунный, как лучше проводящий тепло и тем самым экономящий топливо. Графитовые тигли в газовую печь ставят, только если требуется сильное восстановление старого окисленного металла, а опасность науглероживания несущественна, напр., при переплавке извлеченного из земли серебра на аффинаж
Способы плавки металла в тигле
Для легкоплавких металлов часто наиболее экономичной оказывается электрическая тигельная печь, поз. 2; она может быть т. наз. омической (с нагревом нихромовой спиралью) или индукционной, с нагревом от генератора электромагнитных колебаний, см. ниже. В индукционной печи применимы только керамические нейтральные или, в ограниченных пределах, графитированные тигли.
Если тигель боле чем на 2-2,5 кг металла, то тигельную печь по правилам безопасности нужно делать опрокидывающейся (поз. 3), т.к. и 1 кг пролитого на пол расплава это уже большая беда. Металл в мелких ювелирных тиглях, наоборот, предпочтительно греть без печи, непосредственно пламенем горелки, поз. 4. В таком случае тигель все время плавки удерживают специальным пружинным захватом, поз. 5 и 6.
Примечание: серебро и его сплавы, а также свинец на грузила, в домашних условиях в количестве до 15-20 г можно плавить, используя вместо тигля… ложку из пищевой нержавейки, см. рис. справа. Для безопасности тогда надо сделать к губкам тисков прокладки с продольными пропилами под ручку ложки. Пламя – исключительно газовое; бензиновое может сжечь ложку.
Читать также: Чем затачивать керамические ножи
Электронагрев
Омические тигельные печи используются в основном для плавки свинца или олова. Для более тугоплавких металлов они оказываются неэкономичными, но свинца в домашней тигельной электропечи за раз можно переплавить до 20 кг; как самому сделать электрический тигель для плавки свинца см. напр. видео:
Видео: электрический тигель для плавки свинца
Плавка алюминия в тигле, оказывается выгоднее индукционная вследствие его высокой электропроводности, но с медью этот фокус уже не проходит – ее температура и скрытая теплота плавления много больше. При индукционном способе плавки металл греют вихревые токи Фуко, для чего тигель с ним помещают в ЭМП катушки из толстого медного провода, питаемой переменным током от генератора электромагнитных колебаний. Как сделать своими руками генератор для индуктивного нагрева небольших количеств металла, напр., на безделушки, описано в других материалах, или, к примеру, см. след. видео руководство.
Видео: индукционный нагрев своими руками
Индукторная тигельная печь для плавки алюминия
С увеличением количества переплавляемого металла не только растет необходимая мощность генератора, но и падает оптимальная его частота, это сказывается т. наз. поверхностный эффект (скин-эффект) в металле. Если 100-200 г алюминия можно переплавить в ЭМП от любого самодельного генератора для индуктивного нагрева, то установка на 1,5-2 кг дюраля или магниевого сплава представляет собой уже солидное сооружение, см. рис. справа. Если вы намерены работать с алюминием, то хорошенько подумайте – а стоит ли нечто подобное городить? Не проще ли выйдет мини газовая печь для плавки небольших количеств алюминиевых сплавов, см. напр. ролик
Видео: мини печь для плавки алюминия
Индукционные котлы
Индукционные водонагревательные котлы имеют все шансы в будущем вытеснить обычные бойлеры. Минусом такого водонагревателя пользователи считают высокую цену, но при этом, систематизируя многочисленные отзывы, можно выделить несколько преимуществ:
- Надежность. В котле нет электроспирали, которая является слабым звеном обычного бойлера.
- Коэффициент полезного действия почти 100 %.
- Безопасность. Доступ электричества к корпусу котла невозможен благодаря особенностям конструкции.
- Устройство не нуждается в специальном заземлении.
- Устойчив к скачку напряжения в электрической сети.
- Не образует накипь.
- Долговечность. Котел способен отработать без обслуживания около 30 лет.
Самодельный водонагревательный котел
Основой такого водонагревателя служит силовой трансформатор мощностью до 1,5 кВт, первичная обмотка которого рассчитана на напряжение 220 В. Отлично подойдет трансформатор от лампового цветного телевизора. Вторичную обмотку следует снять, а количество витков первичной необходимо увеличить.
Умельцы советуют и предостерегают: использование такого самодельного устройства небезопасно, поэтому трансформатор следует заземлить, а сам прибор подключать через быстродействующее УЗО.